智能制造大环境下PLC的发展趋势和路径
|
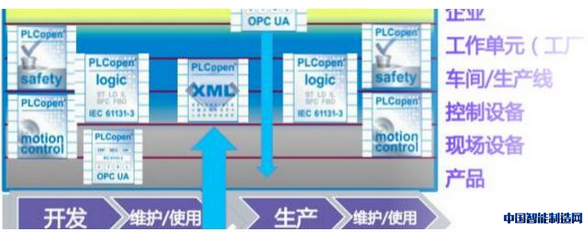
近年来PLC的市场发展概况 根据Frorst & Sullivan发布的全球PLC市场报告,有足够的证据证明,PLC市场在所有范围内都呈正增长。在过去的十年中,PLC市场在经受了前些年显著的下降之后,目前又呈现强势反弹,估计到2018年市场将达到148.5亿美元,比前五年增长40%。令人感到兴奋的是,中小型PLC将在市场增长中起着至关重要的作用。 ARC在2015年8月发表有关PLC和PAC的市场发展报告,其要点是:PLC与PAC市场在2014年实现扩张。其中特别是中国和北美成为增长引擎。预计该市场在2015和2016年增长前景不容乐观,主要原因是金砖四国(巴西、俄罗斯、印度、中国)已不再是增长因素。估计目前PLC装机数量达5200万台,其中以微小型PLC占相当数量,预计到2019年将达到6500万台。其中很大数量在未来5年内都已经到了其生命周期的最后阶段。现有装机PLC的更新换代,将是未来5年内PLC市场增长的一个重要因素。此外,软件和服务对PLC供应商和最终用户越来越重要。最终用户更多地会要求将硬件完成的功能需求利用软件来实现。PLC相关服务也变得更重要。为了更专注于自己的核心竞争力,更有效充分利用工程资源,一些最终用户已经外包了许多PLC相关服务,如配置、培训和维护。有迹象表明越来越多的用户打算外包他们大部分的维护、培训或备件业务,已经成为趋势。 据美国相关自动化人士在社交网络的讨论,比较集中的意见认为是最终用户推动着市场。机械装备制造商偏爱PLC,是因为它使用简单可靠,性价比好。从技术人员的角度分析,则是掌握PLC的人群远多于掌握PC和PAC的人群。不过,也不能认为PLC会永远保持其传统的形态。在未来的5年时间内,由于工业物联网的快速普及,以及云服务逐渐进入工业市场,需要PLC提供直接与MES、ERP等上层管理软件信息系统的接口,PLC系统一定要从硬件和软件上适应新工业革命也即智能制造的需求,不然PLC制造厂商还会遭遇严峻的挑战。 智能制造对PLC功能的新要求 PLC作为设备和装置的控制器,除了传统的逻辑控制、顺序控制、运动控制、安全控制功能之外,还承担着工业4.0和智能制造赋予的以下任务: 1、越来越多的传感器被用来监控环境、设备的健康状态和生产过程的各类参数,这些工业大数据的有效采集,迫使PLC的I/O由集中安装在机架上,必须转型为分布式I/O。 2、各类智能部件普遍采用嵌入式PLC,或者微小型PLC,尽可能地在现场完成越来越复杂的控制任务。 3、应用软件编程的平台化,进一步发展工程设计的自动化和智能化。 4、大幅提升无缝连通能力,相关的控制参数和设备的状态可直接传输至上位的各个系统和应用软件,甚至送往云端。 概括而言,即满足工业大数据采集的需求,就地实时自治控制,编程的自动化和智能化,提升无缝的连通能力。 PLC系统作为工业控制主力军的地位会不会因为正在掀起的第四次工业革命而被逐步替代呢?回答是否定的。同时,这也取决于PLC软硬件技术能否快速的进行适应性的转型和升级。事实上,PLC的软件技术以PLCopen为先导,一直在为满足工业4.0和智能制造日益清晰的要求做准备。图1所表述的是PLCopen历年来所开发的各种规范在工业4.0参考架构模型(RAMI4.0)相应维度和层级中的位置,可以明显地看到,PLCopen国际组织长期以来为提高自动化效率所做的工作。
图1 PLCopen各规范在RAMI4.0中的位置 PLC硬件如何适应智能制造的要求 尽管人们较普遍的认识是PLC硬件技术进步是渐进的,但也不能否认,PLC的硬件技术一直在为满足工业4.0和智能制造日益清晰的要求积累经验。 特别是微电子技术的飞跃进展,使得SoC芯片在主钟频率越来越高的同时而功耗却显著减小;多核SoC的发展,又促进了在PLC的逻辑和顺序控制处理的同时,可以进行高速的运动控制处理、视觉算法的处理等;而通信技术的进展使得分布式I/O运用越来越多,泛在的I/O运用也有了起步。 为迎接工业4.0的挑战,PLC硬件设计应该在以下方面有一定的改善空间: 1、极大改善能耗和减小空间。PCB板85%的空间被模拟芯片和离散元器件所占,需要采取将离散元器件的功能集中于单个芯片中,采用新型的流线模拟电路等措施。 2、增加I/O模块的密度。 3、进行良好的散热设计,降低热耗散。 4、突破信息安全的瓶颈(如何防范黑客攻击、恶意软件和病毒)。 概括起来说,PLC的硬件必须具备综合的性能,即更小的体积,更高的I/O密度,更多的功能。 举例来说,选用新型的器件收效显著:为了减小I/O模块的体积,减少元器件的数量,采用多通道的并行/串行信号转换芯片(serializer),可以对传感器24V的输出信号进行转换、调理和滤波,并以5V的CMOS兼容电平输入PLC的MCU。这样可把必要的光电隔离器件减少至3个,来自多通道的并行/串行信号转换芯片(serializer)的信号,可共享相同的光电隔离资源。 Maxim公司的模拟器件集成设计,简化了信号链,使10V的双极性输入可以多通道采样、放大、滤波和模/数变换,而且只需单路的5V电源。这种设计取消了15V的电源,减少了元器件的数量和系统成本,降低了功耗,缩小了元器件所占用的面积。 PLC软件如何适应智能制造的要求 可编程控制器作为一类重要的工业控制器装置,之所以能够在长达数十年的工控市场上长盛不衰,本质上的原因必须从其内部去发掘。其中,软件与硬件发展的相辅相成、相得益彰应该是重要原因。 IEC61131-3推动PLC在软件方面的进步,体现在: (1)编程的标准化,促进了工控编程从语言到工具性平台的开放,同时为工控程序在不同硬件平台间的移植创造了前提条件。 (2)为控制系统创立统一的工程应用软环境打下坚实基础。从应用工程程序设计的管理,到提供逻辑和顺序控制、过程控制、批量控制、运动控制、传动、人机界面等统一的设计平台,以至于将调试、投运和投产后的维护等,统统纳入统一的工程平台。 (3)应用程序的自动生成工具和仿真工具。 (4)为适应工业4 . 0 和智能制造的软件需求, I E C61131-3的第3版将面向用户的编程OOP纳入标准。 之前已开发了许多为PLC控制系统工程设计、编程和运行,以及管理的工具性软件。其中包括控制电路设计软件包、接线设计软件、PLC编程软件包、人机界面和SCADA软件包、程序调试仿真软件以及自动化维护软件等等。尽管这些软件都是为具体的工程服务的,但即使在对同一对象进行控制设计和监控,它们却都互不关联。不同的控制需求(如逻辑和顺序控制、运动控制、过程控制等)要用不同的开发软件,在不同的工作阶段(如编程组态、仿真调试、维护管理等)又要用不同的软件。而且往往在使用不同的软件时必需自行定义标签变量(Tags),而定义变量的规则又往往各取其便,导致对同一物理对象的相同控制变量不能做到统一的、一致的命名。 缺乏公用的数据库和统一的变量命名规则,造成在使用不同软件时不得不进行繁琐的变量转换,重复劳动导致人力资源成本高、效率低下。 工控编程语言是一类专用的计算机语言,建立在对控制功能和要求的描述和表达的基础上。作为实现控制功能的语言工具,工控编程语言不可能是一成不变的。其进步必然受到计算机软件技术和编程语言的发展,以及它所服务的控制工程在描述和表达控制要求和功能的方法的影响。 但是不论其如何发展和变化,这些年来的事实表明,它总是在IEC 61131-3标准的基础和框架上展开的。这就告诉我们,IEC61131-3不仅仅是工控编程语言的规范,也是编程系统实现架构的基础和参照。 长期以来PLCopen国际组织注重与许多国际标准化组织和基金会(如ISA、OPC基金会等)合作,开发了基础性的规范。图2对此形象地做了诠释。这些工作都为智能制造和工业4.0的应用和发展做了很多先导性的探索和准备,从而打下了坚实的基础。
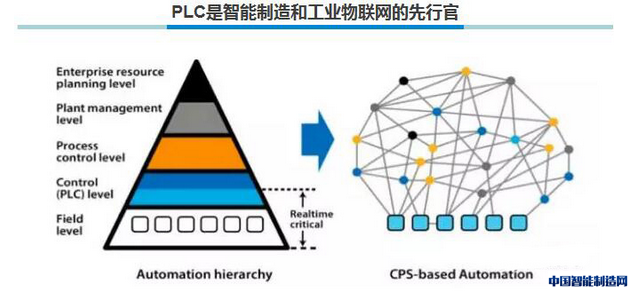
图2 PLCopen组织和许多标准化组织合作 多年来PLCopen一直坚持与开放标准化组织合作建立一种开放标准的生态系统。譬如与OPC基金会合作开发的:IEC61131-3的信息模型(2010年5月发布),IEC 61131-3 的OPC UA Client FB客户端功能块(2015年3月发布),IEC 61131-3的OPC UA Server FB服务端功能块(2015年3月发布)。已经成功地应用于包装行业建立PackML系列规范,大大简化了包装机械与上位生产管理系统的通信。 这些标准拓展了如今广泛运用于计算技术行业的SOA面向服务的架构的应用范围,同时也推进了一度落后于计算技术和软件的自动化系统技术,快速跟上IT技术的进展。 PLC是智能制造和工业物联网的先行官
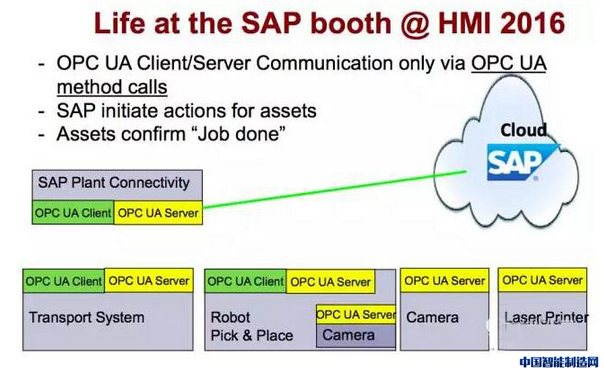
图3 智能制造的通信架构的扁平化 实现工业4.0、智慧工厂和智能制造,必须建立在一类包括实时控制和及时监控在内的、强有力的联网技术和规范的基础上。这类联网技术和规范可以在一定程度上继承原有的联网技术和规范,但更重要的是一定要突破原有技术和规范的局限,以及明显不能满足实现工业4.0、智慧工厂和智能制造的多层递阶的架构和按功能分层进行通信的思维。这就是说,除了对时间有严酷要求的实时控制和对安全有严酷要求的功能安全仍然保留在工厂层而外,所有的制造功能都将按产品、生产制造和经营管理这三个维度做到通信扁平化,实现信息虚拟化,从而构成全链接和全集成的智能制造生态系统。 在智能制造系统中,PLC不仅仅是机械装备和生产线的控制器,而且还是制造信息的采集器和转发器。从这个意义上讲,只有PLC具有面向服务架构(SOA)的功能,才有可能完成这些重要任务。譬如PLC调用视觉系统的摄像头所摄制的图像服务,或者PLC调用某个RFID读取器的服务,都需要视觉系统或RFID读取器直接与PLC通信,或者当PLC要传送大数据应用的数据给云端。图4所描述的是今年德国汉诺威博览会上SAP公司展示的系统:3D打印系统所制造的零件信息由视频系统的图像采集,通过OPC UA送到机器人控制器,再由机器人将零件抓取后放置在传送带上。还可以把有关信息送至SAP云中。
图4 用OPC UA进行多种设备的通信 目前,在MES级与PLC的数据交换通常是通过一个耗时的握手过程。例如MES系统发出一个信号要向PLC传送一个配方数据,等待PLC确认信号返回;接着MES系统向PLC传送该配方数据,当PLC接收到这一组数据后向MES发出接收确认信号。如果PLC同时具有OPC UA的服务端功能和客户端的功能,这种PLC就是一种面向服务架构的PLC(也可简称为SOA-PLC)。这时MES系统向PLC传送一个配方数据就是执行一次通信服务,这次服务的输入参数是配方,输出数据是PLC的确认信号,再也不需要MES系统和PLC之间的多次握手过程。实际上就是OPC UA远程调用了PLC的功能块,大大缩短了MES与PLC之间通信来往过程,提高了生产调度安排的效率。同时显著减少了工程成本,极大地加强了工厂层与上位执行调度和管理层的数据通信能力。 一台SOA-PLC实际上是把支持确保信息安全的虚拟专用网络(VPN)的Web服务权植入PLC。这种服务权执行面向对象的数据通信,包括实时数据和历史数据、报警数据和其它服务。PLC通过这类服务把对应的大量数据连接至上级的服务和数据层,供信息模型的建模能力使用和处理。
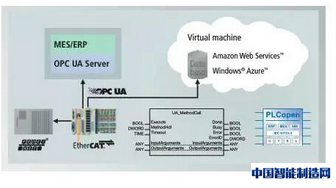
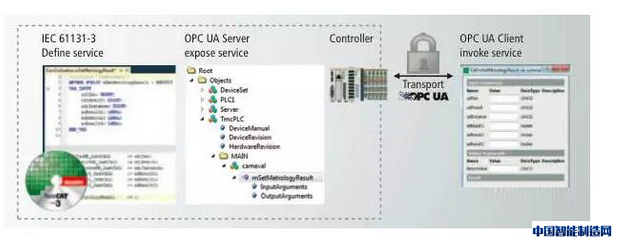
图5 执行PLCopen的OPC UA的通信功能块 让一台PLC集成了OPC UA的服务端功能和OPC UA的客户端功能,就能保证这台PLC通过VPN进行有安全保证的数据通信。正如前面所述PLCopen和OPC基金会合作制定了IEC61131-3的OPC UA信息模型,使PLC的相关信息都可以运用OPC UA的通信机制进行传输。而PLCopen组织所发布的OPC UA的服务端功能块的规范和客户端的功能块规范,为实现这类通信的模块化和便利化奠定了标准基础。由图5可以看出不同厂商的PLC可以实现OPC的通信、PLC与MES/ERP之间可以实现OPC的通信,PLC还可以通过OPC实现与微软的Azure公共云和亚马逊的AWS公共云的直接通信。 现在已经有一些公司能够提供在PLC上完整实现OPC UA通信的软件平台支持。图6所示即为德国倍福公司的EthenCATIII平台软件。德国菲尼克斯软件公司开发的PC WORX UA软件平台支持200台PLC之间进行PLCopen所规范的OPC UA的通信,选用不同的版本通信变量可以是10万个、1万个、5千个。 在此顺便指出,至少到目前为止OPC UA并不适合于硬实时的M2M的通信,而非常适合于监控级或生产管理执行级的软实时B2M的通信,以及软实时的B2B的通信。对此应该有清醒的认识。
图6 实现OPC UA通信的软件平台支持 结语 PLC可谓是工业自动化控制的常青树,即使是在工业转型升级的智能制造年代,或者是工业4.0的时代,它仍然足够胜任各种控制要求和通信要求。但它早已不再是三、四十年前只能完成逻辑控制、顺序控制的继电逻辑系统的替代物,它已完成了由经典PLC向现代PLC的蜕变。继承了高性价比、高可靠性、高易用性的特点,再具有了分布式I/O、嵌入式智能和无缝联接的性能,尤其是在强有力的PLC软件平台的支持下,我们完全可以相信PLC将持久不衰地活跃在工业自动化的世界中。 彭瑜(1938-) 男,湖南长沙人,教授级高级工程师,早年毕业于清华大学热能工程系,现任上海工业自动化仪表研究院教授级高工、顾问,PLCopen中国组织名誉主席,中国自动化学会仪表和装置专委会名誉常务委员,PowerLink中国用户协会理事长,工信部智能制造标准化体系建设工作组专家,国家智能制造标准化协调推进组专家咨询组专家。迄今为止,已经为中国工业自动化技术的发展服务了50多年,领域涉及流程工业、离散制造业等的检测、控制、生产制造、执行管理等多个方面。自1993年起,因对工业技术的突出贡献获得国务院特殊津贴和相关证书。 (编辑:admin) |

 大数据赋能古文物
大数据赋能古文物 大数据或将消亡?
大数据或将消亡? 大数据、人工智能
大数据、人工智能 大数据、物联网、
大数据、物联网、 霍尼韦尔发布首款
霍尼韦尔发布首款